
H13 Metal Rod Media
H13 Metal Rod Media Material Safety Data Sheet
Read MoreCost-effective manufacturability with H13, a well-suited material for toolmaking
DESKTOP METAL®
H13 Tool Steel's properties are high hardness and toughness. Traditionally manufacturing parts with the H13 tool steel is not only time-consuming and costly to fabricate, but it is almost impossible to obtain complex geometries. H13 is a chromium molybdenum hot work steel with exceptional hot hardness and abrasion resistance, thus, making it suitable for many work applications.
To manufacture tools, you need the best materials with distinctive hardness, resistance to deformation, and the ability to hold a cutting edge at elevated temperatures. These materials are carbon and steel alloys (tool steels) that are well suited to shape other materials.
With H13 tool steel, chromium-molybdenum hot work steel, used on Studio System™’s, a metal 3D printer based on Bound Metal Deposition (BMD) technology, you can achieve complex parts that are difficult to machine and that often require specialty holders, cutting tools, low feed rates and conditions. In addition, by applying the BMD process to H13, you can rapidly fabricate complex geometry parts that are almost impossible to produce through machining, such as molds with conformal cooling channels.

Material: H13 Tool Steel
This part is an injection mold insert for manufacturing zinc zippers.
The 3D printing of the mold inserts shortens production run lead time and allows rapid iteration and refinement of zipper designs. Using a high-resolution printhead allows for smaller parts with finer features, requiring less post-processing.
Size (mm): 46 x 27 x 18
Cost to print ($): 16.00
Bound Metal Deposition (BMD)™
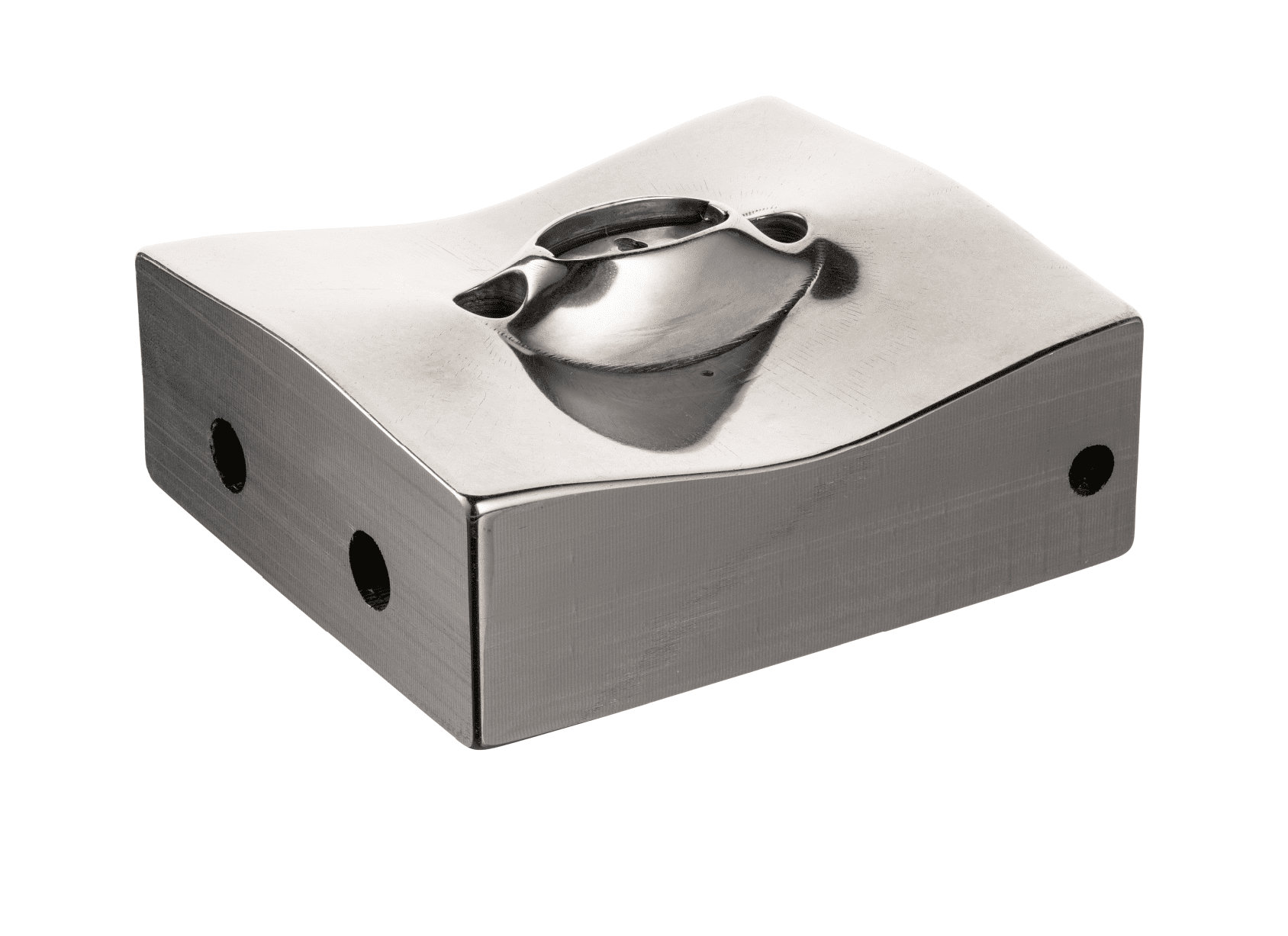
Material: H13 Tool Steel
This mold insert is used to injection mold medical inhaler mouthpieces.
3D printing the hard steel insert to near-net-shape eliminates 95% of the required CNC machining and associated tool wear.
Because cooling accounts for 95% of the mold cycle time, the ability to incorporate conformal cooling channels into the mold, can reduce mold cycle time and increase throughput.
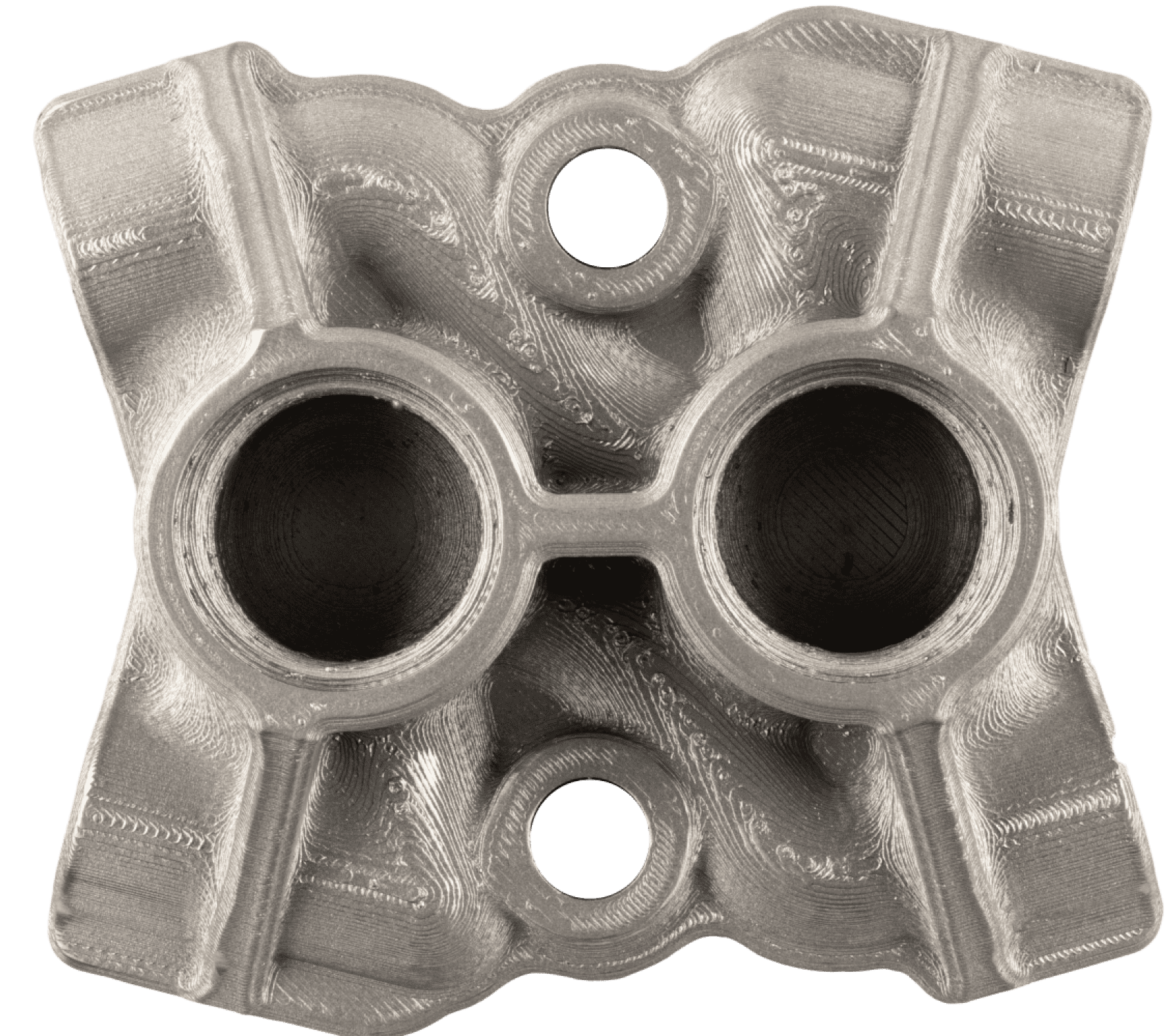
Material: H13 Tool Steel
This coining fixture is used to achieve critical tolerances on metal injection molded (MIM) parts.
Fixtures like this require custom geometry for each application, as well as superior wear resistance. The faster these parts are manufactured, the quicker a company can get manufacturing lines running.
Printing these parts with the Studio System eliminates CNC lead time and frees up the machine shop for more critical work.
Thanks to its stability in heat treatment, excellent hot hardness, and abrasion resistance, H13 is a tool steel that is widely used not only in hot work applications but also in cold ones.
YIELD STRENGTH (xy)
![]()
1370 MPa (quench & temper*)
*Heat-treated samples were austenitized at 1040 ºC for 30 minutes, air-cooled, and then double tempered at 570 ºC for 1 hour per temper.
ULTIMATE TENSILE STRENGTH – xy
![]()
1700 MPa (quench & temper*)
*Heat-treated samples were austenitized at 1040 ºC for 30 minutes, air-cooled, and then double tempered at 570 ºC for 1 hour per temper.
ELONGATION AT BREAK
![]()
2.8% (quench & temper*)
*Heat-treated samples were austenitized at 1040 ºC for 30 minutes, air-cooled, and then double tempered at 570 ºC for 1 hour per temper.
HARDNESS (HRC)
![]()
46, ASTM E18 (quench & temper*)
*Heat-treated samples were austenitized at 1040 ºC for 30 minutes, air-cooled, and then double tempered at 570 ºC for 1 hour per temper.
| Hardness | |
| Strength | |
| High & Cold Temperature Resistance | |
| Deformation Resistance |
H13 Metal Rod Media Material Safety Data Sheet
Read MoreMaterial Safety Data Sheet for Gas Argon Hydrogen for Desktop Metal's Studio System
Read More