Formlabs® Tough 2000

Formlabs®
Tough 2000
Tough and Durable for Rugged Prototyping
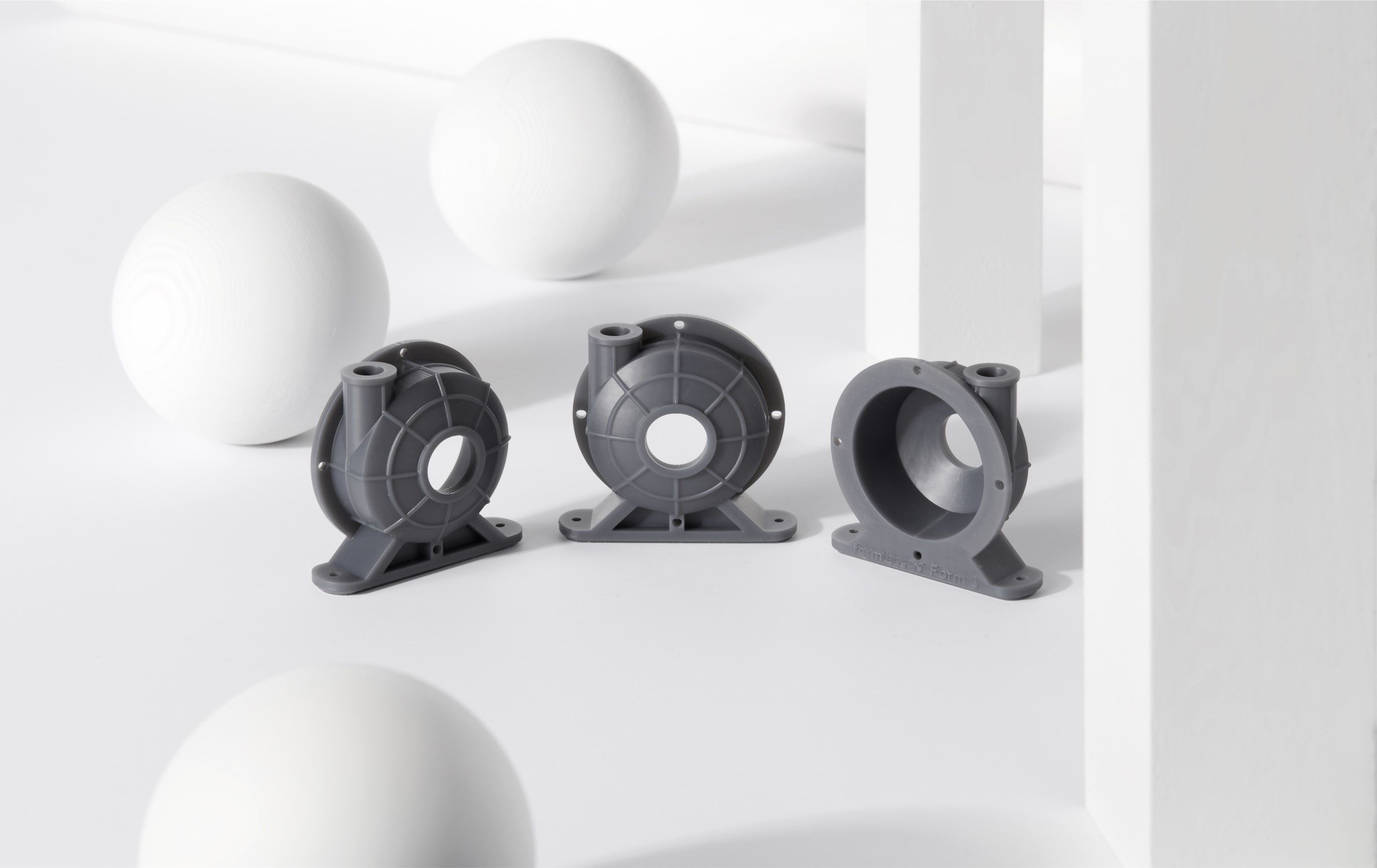
Formlabs® Tough 2000 simulates ABS in terms of stiffness and strength and is used for 3D printing functional parts such as housings and enclosures, jigs and fixtures, mechanical connectors, and prototypes undergoing wear and tear.
Tough2000. Engineered for better, stronger, and more rigid plastic.
Consider using Tough 2000 Resin to create resilient prototypes and components that can withstand bending. This resin is perfect for applications that require long-lasting endurance and minimal deflection. Its strength and stiffness are similar to ABS plastics, which ensures that functional parts and fixtures are reliable.
Material Properties
![]()
THERMAL EXPANSION
91.0 μm/m/°C
![]()
ULTIMATE TENSILE STRENGTH
46 MPa
![]()
TENSILE MODULUS
2.2 GPa
![]()
ELONGATION AT BREAK
48% (post-cured)
| Stiff & Sturdy | |
| Resistance to Loads | |
| Aesthetics |
Tough2000. Your Choice for Sturdy Parts
Stiff and Sturdy
Produce strong parts with minimal deformation.
Resistant
Withstand intermittent or constant loads required of heavy-duty parts.
Aesthetic, Neutral Color
Create professional-looking parts that blend seamlessly into their environment.
Robust
Iterate with higher confidence and reduce brittle failures.

![]()
Applications
- Jigs and fixtures requiring minimal deflection
- Strong and stiff prototypes
- Manufacturing aids
- Housings and enclosures
Material Variants | 3D Printer Compatibility



Post Processing
FORM WASH SETTINGS
DURATION
10 minutes + 10 minutes in IPA
NOTES
Parts whose surfaces are washed in isopropyl alcohol (IPA) containing more than 5% resin may develop a tacky feel. If your parts remain tacky after washing, it is recommended that you use fresh solvent. Parts that require two wash cycles should undergo two wash cycles. For the second cycle, ensure a clean solvent is used. The initial wash cycle removes most of the resin, while the subsequent cycle ensures thorough parts cleaning.

FORM CURE SETTINGS
DURATION60 minutes |
TEMPERATURE70 ºC |
For parts fabricated using an engineering-grade resin (e.g., Rigid, Tough & Durable, and Flexible & Elastic varieties), post-curing guarantees the attainment of their peak mechanical characteristics, enabling them to perform according to specifications. Specifically for Tough 2000 Resin, there is a single suggested post-curing duration.
Technical Specifications¹
Green2 |
Post-Cured3 |
|
Tensile Properties |
29 MPa | 46 MPa |
Tensile Modulus |
1.2 GPa | 2.2 GPa |
Elongation at Break |
74% | 84% |
Flexural Strength |
17 MPa | 65 MPa |
Flexural Modulus |
0.45 GPa | 1.9 GPa |
Notched Izod |
79 J/m | 40 J/m |
Unnotched Izod |
208 J/m | 715 J/m |
Heat Deflection Temperature @ 0.45 MPa |
48 °C | 63 °C |
Heat Deflection Temperature @ 1.8 MPa |
42 °C | 53 °C |
Thermal Expansion (0-150 °C) |
107 μm/m/°C | 91 μm/m/°C |
¹ Material properties can vary with part geometry, print orientation, print settings, and temperature.
² Data was obtained from green parts, printed using Form 2, 100 μm, Tough 2000 settings, without additional treatments.
³ Data was obtained from parts printed using Form 2, 100 μm, Tough 2000 settings and post-cured with a Form Cure for 120 minutes at 80 °C.