Overview
Selective Laser Sintering (SLS), or Laser Sintering (LS), uses a CO2 laser to heat and fuse durable thermoplastic powder to build versatile parts with high elongation at break. 3D printed production parts and prototypes provide lightweight, heat, and chemical-resistant solutions.
For decades, SLS 3D printing has remained a favoured option among engineers and manufacturers. Its economical per-part cost, exceptional productivity, and utilization of established materials render it perfectly suited for various applications, from rapid prototyping to small-batch, bridge, or custom manufacturing.

The Advantages of Selective Laser Sintering (SLS)

Cost Savings
There's no need for dedicated support structures as the unfused powder holds the part during the 3D printing process. This means higher throughput and less waste.

Complex & Organic Structures
Ideal for complex geometries, including interior features, undercuts, thin walls, or interlocking parts that would be impossible to produce with any other method.
One Assembly, Not Multiple Parts
With SLS 3D printing, you can make multi-part assemblies into ONE part.
Better or Similar to Injection Molding
SLS 3D printed parts have excellent mechanical properties resembling injection-molded parts. SLS Nylon is a great substitute for common injection-molded plastics.

Exceptional Materials
The most common SLS material is nylon, a popular engineering thermoplastic that is lightweight, strong and flexible as well as stable against impact, chemicals, heat, UV light, water or dirt.
Demanding Applications
SLS 3D printing is ideal for engineering, manufacturing, and healthcare applications.
Capabilities & Finishing Solutions for SLS
| Minimum Wall Thickness | • Vertical Walls: 0.6 mm • Horizontal Walls: 0.3 mm |
| Maximum Part Size* | • 162 mm x 162 mm x 287.6 mm • 6.3 x 6.3 x 11.3 in. |
| Minimum Feature Size | • 0.8 mm (Min. pin diameter) • 1.0 mm (Min. hole diameter) |
| Minimum Assembly Tolerances | • Features < 20 mm2 : 0.2 mm • Features > 20 mm2 : 0.4 mm |
| Lead Time | 3 – 10 business days |
*Values for Nylon 11 CF Powder
Post Processing

Vibratory Tumbling
Vibratory tumbling, also called vibratory finishing, is a widely recognized technique for enhancing various materials’ surface hardness and smoothness. Initially used for deburring metal parts after machining or pressing, it has become an essential post-processing step for many manufacturers of 3D-printed parts.

Dyeing
Dyeing is a low-cost method of colouring SLS 3D-printed parts to enhance their aesthetics while maintaining mechanical properties. Whether you need a small batch of coloured parts or Pantone-match high-throughput production, dyeing methods exist to fit every workflow.

Painting
Painting might be preferable to dyeing when parts must be brightly coloured or matched to a specific reference. Spray painting offers the most even coverage and is easier to scale, whereas hand painting allows for more detailed work. Both acrylic and enamel paint work well on powder-printed parts.

Ceramic Coating
Ceramic coatings are applied in a thin film by spraying a polymer with ceramic additives directly onto the part. No primer is required. Ceramic-coated parts are chemically resistant and mechanically strong, and a number of colours are available.

Powder Coating
Powder coating is a dry application of polymer in powder form to a substrate material. It is applied electrostatically and cured with heat, light, or both. Powder coatings applied at lower temperatures are suitable for SLS 3D-printed parts.

Liquid Polymer
Liquid polymer coatings such as epoxy, lacquer, or polyurethane have different degrees of smoothing and chemical resistance and can be applied by dipping, brushing, or spraying. They can be clear, tinted or opaque.

Vapour Smoothing
Vapour smoothing suits complex SLS-3D-printed parts with internal channels or other negative features. This finishing process bathes the parts in vaporized chemical solvents, leaving a smooth, glossy shell around them.

Polishing
Media polishing, such as glass, sand, or plastic, is used to smooth out surface roughness and porosity. This finishing step’s end results are similar to vibratory tumbling. For a quicker process, the Formlabs Fuse Blast system can reduce processing time by up to 15 minutes instead of 2 hours as tumbling.
Applications
MANUFACTURING
- End-use part production
- Small batch, stop-gap, and bridge manufacturing
- Mass-customized consumer products
- Replacement parts, aftermarket parts, spare parts
- Long-lasting, durable manufacturing aids, jigs and fixtures (e.g. clips and clamps) and tooling
- Custom automotive or motorcycle parts, marine equipment, military ‘resupply on-demand’
ENGINEERING
- Rapid prototyping
- Mockups of products for in-field customer feedback
- Functional prototyping
- Rigorous functional testing of products (e.g: ductwork, brackets)
- Thin-walled ducts and enclosures
- Impact-resistant prototypes
- Jigs or fixtures

HEALTHCARE & CONSUMER PRODUCTS
- Medical device prototyping
- Prosthetics and orthotics (i.e. limb replacements and braces)
- Surgical models and tools
- End-use parts (Nylon 12 is biocompatible and compatible with sterilization*)
- Wearables and soft-touch elements
*Material properties may vary based on part design and manufacturing practices.

Materials
PA 2200
Material: SLS Polyamide Powder
PA 2200 is a fine powder based on polyamide 12 characterized by higher crystallinity and melting points than standard polyamide 12. It also contains stabilizers against heat and oxidation.
Full Description
- Parts made with PA 2200 are durable white parts that are highly balanced in strength, rigidity, and chemical resistance. PA 2200 has food contact approval.
Specs
- Colour — White
- XY-Axis
- Tensile modulus — 1650 MPa
- Tensile strength — 48 MPa
- Strain at break — 18%
- Thermal properties
- Melting temperature (20°C/min): 176°C
- Physical Properties
- Density: 930 kg/m³
DISCLAIMER
The material properties provided herein are for reference purposes only. Actual values may vary significantly as they are
dramatically affected by part geometry and process parameters.
Application
- Functional prototypes
- Qualified series production parts
- Production equipment like grippers, jigs and fixtures
- Spare parts like brackets or covers, e.g., in the automotive industry
- Functional parts for prototyping that include hinges or threads
- Medical applications
- Surgery cutting guides and bone models for the medical industry
- Consumer Goods
- Eyewear in the consumer goods industry
Technology/Process
- Selective Laser Sintering (SLS)
PA 606-FR
Material: Fire Retardant Nylon
PA 606-FR is the only commercially available Fire Retardant Nylon 12 that meets the FAR 25.853* 60-second burn specification (Federal Aviation Administration – FAA standard).
Full Description
This fire-retardant nylon material gives a great smooth surface finish to your 3D-printed parts, offers fine-feature resolution and ensures accurate, repeatable part quality.
*FAR 25.253 is a Federal Aviation Administration (FAA) standard for determining the flammability characteristics of materials & components used in the aircraft.
Specs
- Colour — Dark Grey
- Bulk Density — 0.46 g/cm3
- Sintered Part Density — 1.02 g/cm3
- Heat Deflection Temperature
- at 1.82 MPa — 95 °C
- at 0.45 MPA — 180 °C
- Ultimate Tensile Modulus (XY) — 48 MPa
- Tensile Modulus (XY) — 1700 MPa
- Flexural Modulus (XY) — 1500 MPa
- Elongation at Break (XY) — 24%
- Izod Impact Strength (XY)
- Notched — 32 J/m
- Unnotched — 336 J/m
- Hardness, Shore D 73
- Flammability 60-second Burn — Pass
DISCLAIMER
The material properties provided herein are for reference purposes only. Actual values may vary significantly as they are
dramatically affected by part geometry and process parameters.
Application
- Aerospace and automotive ducts
- Snapfit components and multisectional bonding requirements
- Prototypes requiring durability, accuracy and end-use functionality
Technology/Process
- Selective Laser Sintering (SLS)
PA 614-GS
Material: 40% Glass-Sphere-Filled Nylon 12
PA 614-GS is a 40% glass-sphere-filled Nylon 12 SLS material formulated for easy processing that features long-term wear resistance, good stiffness and mechanical properties, as well as high recyclability.
Full Description
PA 614-GS is an odourless, light grey SLS powder optimized as a drop-in replacement for comparable Glass-Sphere-Filled Nylon 12’s.
Specs
- Colour — Light Grey
- Bulk Density — 0.63 g/cm3
- Sintered Part Density — 1.22 g/cm3
- Heat Deflection Temperature
- at 1.82 MPa — 96°C
- at 0.45 MPA — 157°C
- Ultimate Tensile Modulus (XY) — 51 MPa
- Tensile Modulus (XY) — 3200 MPa
- Flexural Modulus (XY) — 2900 MPa
- Elongation at Break (XY) — 9%
- Izod Impact Strength (XY)
- Notched — 65 J/m
- Unnotched — 144 J/m
- Dielectric Constant — 3.7 (ASTM D150)
- Chemical Resistance — Alkalines, hydrocarbons, fuels, solvents
DISCLAIMER
The material properties provided herein are for reference purposes only. Actual values may vary significantly as they are
dramatically affected by part geometry and process parameters.
Application
- Automotive engine components
- Mold and tooling applications
- Complex geometries and rugged applications
Technology/Process
- Selective Laser Sintering (SLS)
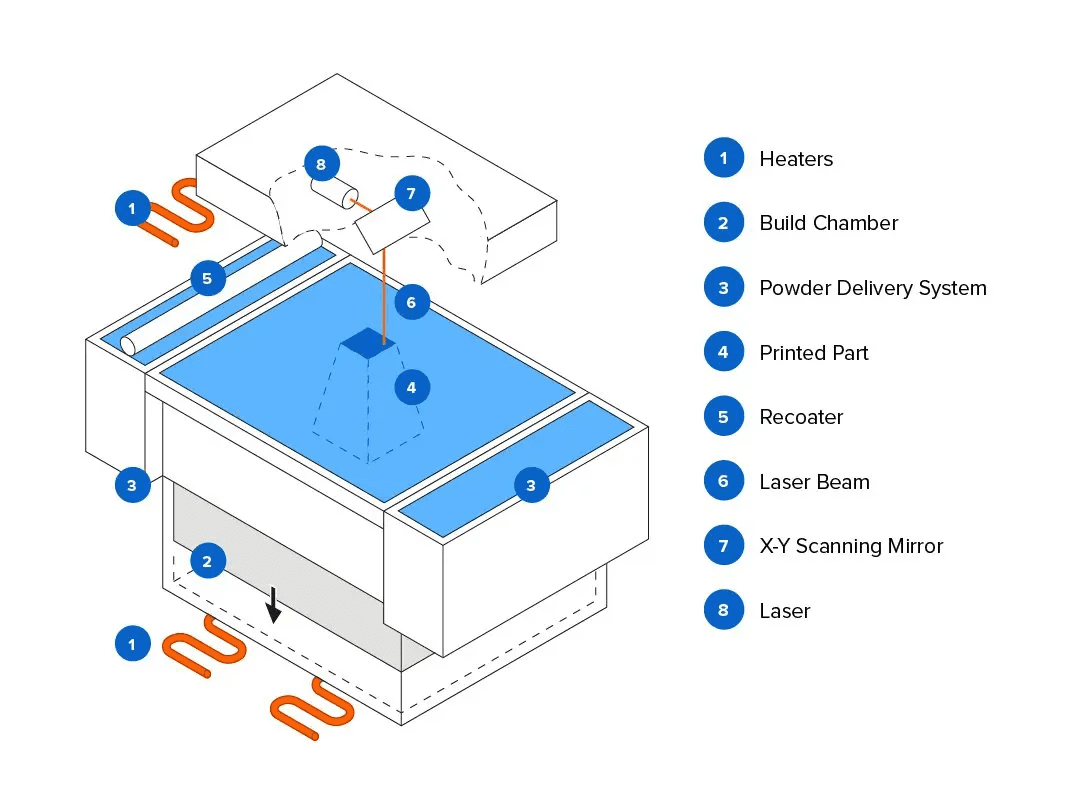
How SLS Works
![]()
The Selective Laser Sintering 3D printing process is a well-known additive manufacturing method in which a high-powered laser sinters small particles of polymer powder into a solid object or structure.
- PRINTING | Powder is dispersed in a thin layer on a platform inside the build chamber. The 3D printer preheats this powder below the melting temperature of the raw material. The powder is spread in a thin layer on a platform within the build chamber. The printer preheats the powder to a temperature slightly below the raw material’s melting point, facilitating the laser in raising the temperature of specific areas of the powder bed as it traces the model to form a solid part. The laser scans a cross-section of the 3D model, heating the powder to just below or at the melting point, causing the particles to mechanically fuse into a solid part. The unfused powder supports the part during printing, thus eliminating the need for dedicated support structures. The platform then lowers by one layer, typically between 50 to 200 microns, and the process repeats for each layer until the parts are complete.
- COOLING | After printing, the build chamber must cool down slightly inside the print enclosure and outside the printer to ensure optimal mechanical properties and prevent warping in the parts.
- EXTRACTING PARTS | The 3D-printed parts must be removed from the build chamber, separated, and cleaned of excess powder, which can be recycled.
- POST-PROCESSING ⇒ See above finishing solutions for SLS 3D-printed parts.