-
Introduction
Ceramic Alumina 4N Resin is a high-density and high-purity technical ceramic used in situations where metal and polymers would fail. It can handle high temperatures, extreme abrasion, or zero deflection. Alumina 4N requires a unique Ceramic Wash Solution for washing parts as well as firing in order to reach its finished properties. All Alumina 4N Resin parts require supports and scaling to account for shrinkage.
-
General Shrinkage
Like conventional ceramic materials, Alumina 4N shrinks during the firing process. Parts shrink approximately 21.8% across the X and Y axes and 26% across the Z axis when using the Formlabs recommended firing schedule.
Use CAD software to scale your part to account for shrinkage before uploading models to PreForm. Scale parts at 19% in the horizontal plane and 22% in the vertical plane to account for shrinkage.TIP: Parts may require several scaling iterations to reach the desired fired dimensions.
-
Minimum and Maximum Features
Minimum unsupported overhang angle:
Recommended: 30º from level Minimum vertical-wire diameter:
Minimum vertical-wire diameter:
Recommended: 2 mm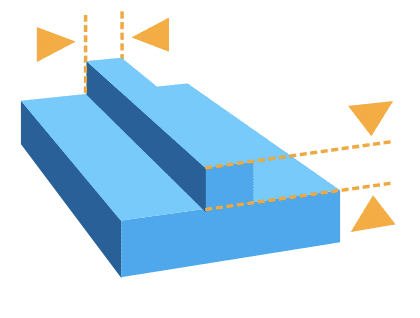 Minimum embossed detail:
Minimum embossed detail:
Recommended:
♦ 0.75 mm in the horizontal plane
♦ 0.5 mm in the vertical plane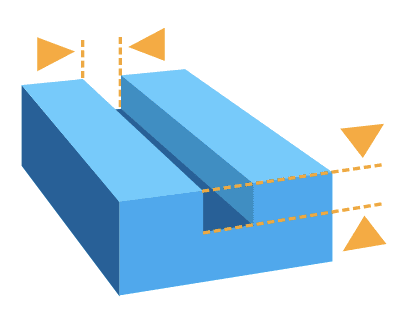
Minimum engraved detail:
Recommended:
♦ 0.5 mm in the horizontal plane
♦ 0.3 mm in the vertical plane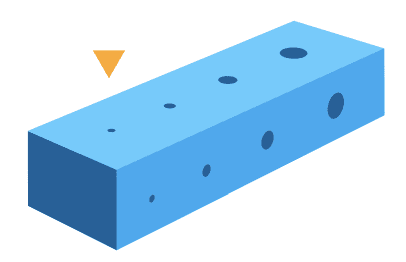 Minimum hole diameter:
Minimum hole diameter:
Recommended:
♦ 0.8 mm in the horizontal plane
♦ 1 mm in the vertical plane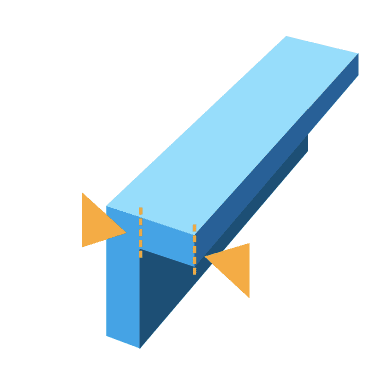 Maximum unsupported overhang length
Maximum unsupported overhang length
Recommended: 0.5 mm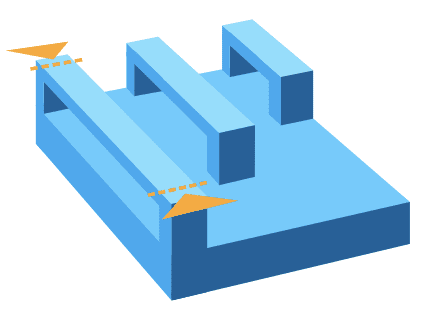
Maximum horizontal support
Recommended: 3 mm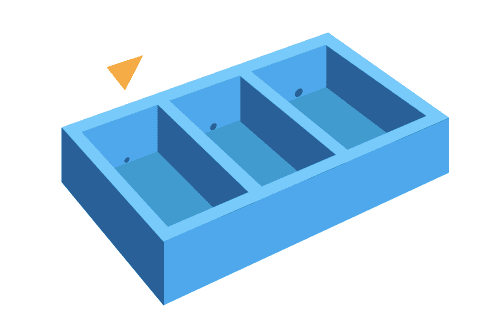 Minimum drain hole diameter
Minimum drain hole diameter
Recommended: 5 mm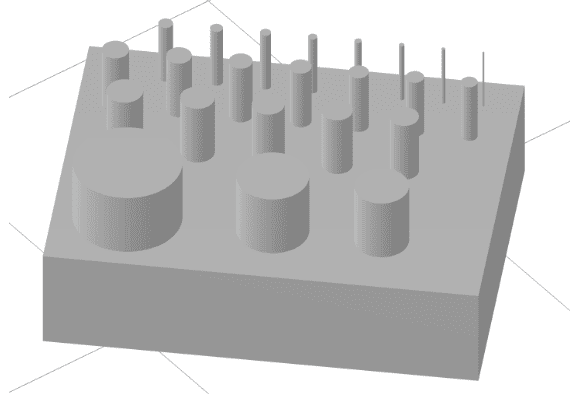 Minimum positive feature:
Minimum positive feature:
Recommended: 0.7 mm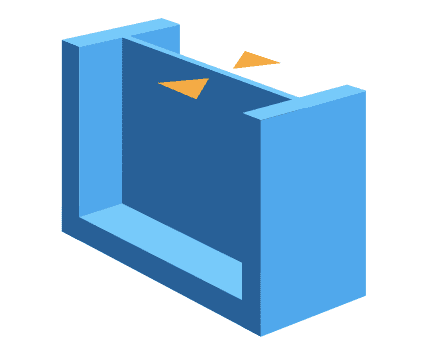 Fired wall thickness:
Fired wall thickness:
Recommended:
♦ Min.: 0.75 mm
♦ Ideal: 1.5 – 3.5mm
♦ Max.: 5 mm -
Filleting
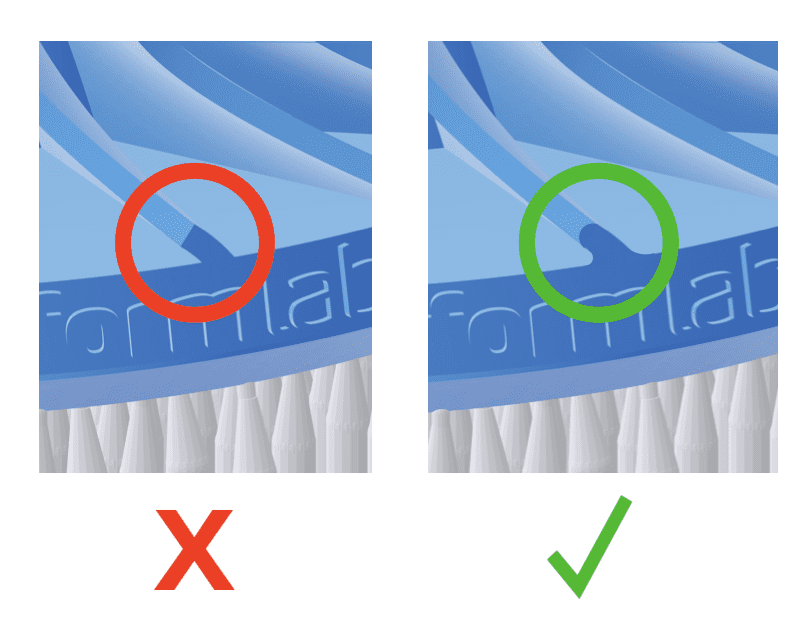
Orientations with large changes in cross-sectional areas are at risk of cracking. Fillet internal edges to avoid stress concentrations and decrease cracking.
♦ Minimum: 1 mm fillet radius
♦ Recommended: 2 mm or more
-
Orienting Models
If possible, orient parts to be self-supporting, with all angles less than 30º. Overhangs at a higher degree may cause warping. Avoid orientations that result in a sudden change in surface area or cavities in models facing upwards as this may cause cupping. Print parts so that the major dimensions are along one of the major axes of the print.
When printing with supports, orient models parallel to the build platform.
-
Supporting Models
All parts printed with Alumina 4N Resin must be printed on rafts and should not be printed on the build platform. Avoid placing touchpoints on critical surfaces, as this may cause cracks and or tear thin features. Walls with angles greater than 45º need very few supports.
-
Unsupported Structures
Avoid unsupported horizontal overhangs or bridges larger than 0.5 mm. The minimum unsupported overhang angle is 30º.
- Company
- Products
- Manufacturing Services
- Resources
- Why Silicone 3D Printing?
- Fuse 1 | SLS Design Guidelines
- Technical Support, Repairs for 3D Printing, CNC Milling, 3D Scanning
- Terms and Conditions – Annual Maintenance Contract Proto3000
- Billable Technical Support & Repair Services
- Proto3000 Webinar Series
Skip to content

Design Guidelines for Alumina 4N Resin
Design Guidelines for Alumina 4N Resin
by Formlabs®
3D Printing Services
- Additive Manufacturing Services
- 3D Printing Technologies
- Finishing and Assembly
- Digital Light Processing (DLP) Design Guidelines
- MJF Design Guidelines
- PolyJet 3D Printing Design Guidelines
- FDM Design Guidelines
- SLA 3D Printing Design Guidelines
- SLS Design Guidelines
- BMD Design Guidelines
- Metal Binder Jetting Design Guidelines
- DMLS Design Guidelines