DMLS 3D Printing Technology Overview
Direct Metal Laser Sintering (DMLS) is a laser-based metal 3D printing technology that uses powdered metals. Combining a fine-tuned laser, powder, and advanced additive processes creates powerful design freedom. DMLS metals offer properties similar to those of industries such as aerospace, medicine, and energy, which heavily rely on them for efficient production.
Metal 3D printing is the ideal alternative to complex designs that machining or casting can’t achieve as it offers the mechanical properties of aerospace standard materials and the design freedom of additive manufacturing. Produce complex geometries ideal for prototypes, low-volume parts, and end-use parts without the need for traditional manufacturing processes such as machining and casting.

How DMLS Works
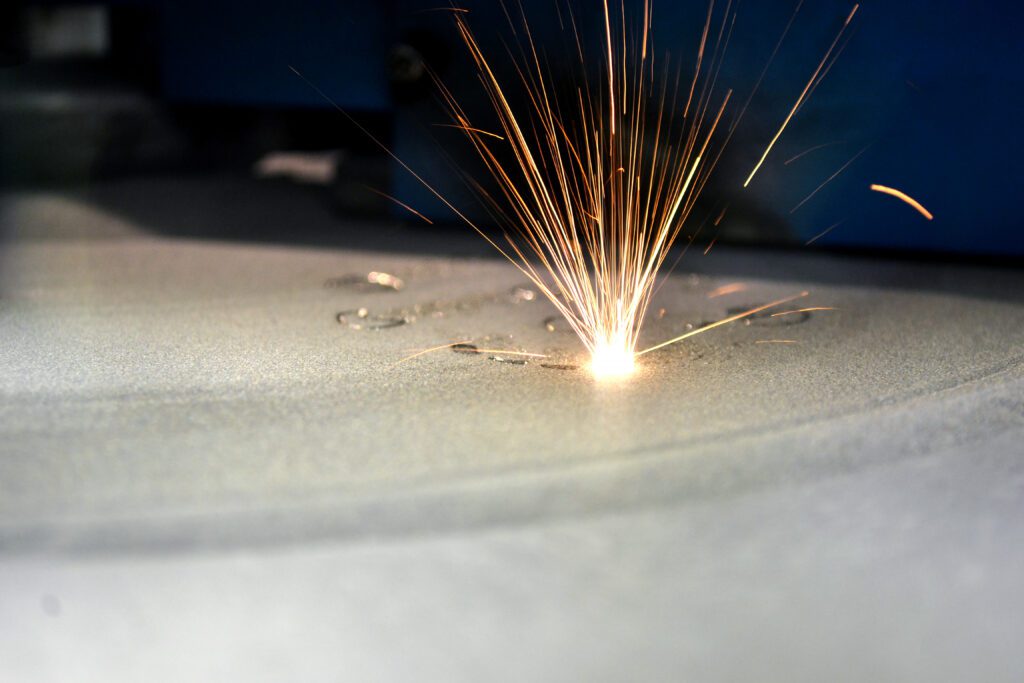
Direct Metal Laser Sintering (DMLS) uses a high-powered laser to melt powder layer by layer to build up your design. The process is comparable to welding with a very fine and precise laser. Parts are then printed in an enclosed build chamber infused with argon gas. A Ytterbium (Yb)-fibre laser focused via dynamic mirrors selectively melts the design’s cross-section through a computer-determined scan path.
-
Applications
- Fully Functional Prototypes
- Production Tools
- Mold and Insert Tooling
- Rigid Housing
- Ductwork
- Spare Parts
- Heat Exchangers & Heatsinks
-
Metals & Alloys
- Steel & Stainless Steel
- Titanium Pure & Alloys
- Aluminum Alloys
- Nickel-Based Alloys
- Cobalt Chrome Alloys
- Copper-Based Alloys