-
Introduction
3D Printing with Elastomeric Photopolymers
Printing with elastomeric materials like Silicone 40A can sometimes lead to print failures. Follow Formlabs’ best practices to ensure your prints come out perfectly. You might want to create tearaway supports for Silicone 40A prints to reduce the support marks and post-printing work.
-
Design Specifications | Silicone 40A
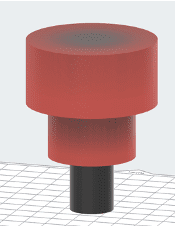
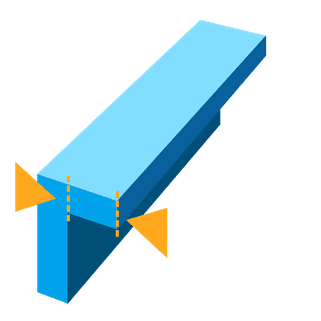
Avoid abrupt changes in surface area, which may cause print failures.
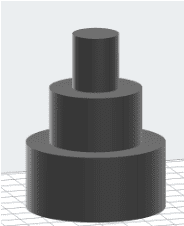
Design chambers or fillets when possible.

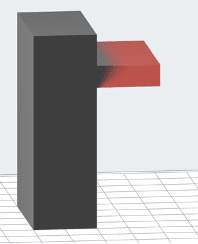
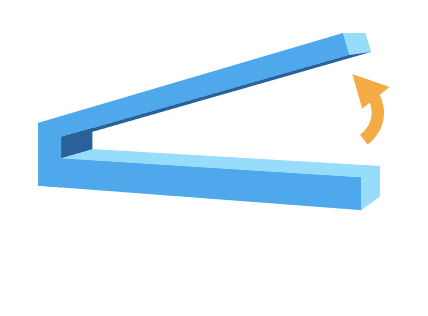
Avoid unsupported overhangs.
.
If changes in surface area are unavoidable, orient the part with the largest surface area closest to the build platform.
-
Supported Wall Thickness
Minimum: 500 microns
-
Unsupported Wall Thickness
Maximum Length: 400 microns

-
Unsupported Overhangs
Maximum Length: 400 microns
-
Unsupported Angles
Recommended: 20 degrees
-
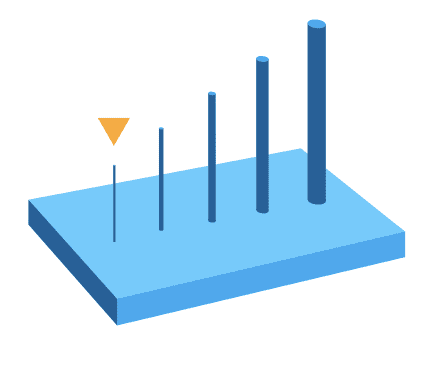
Vertical Wire Diameter
Recommended: 500 microns
-
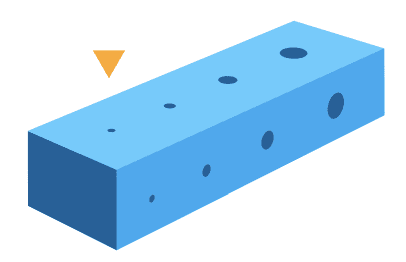
Minimum Hole Diameter
Recommended: 300 microns
-
Designing Tearaway Supports
If surface finish is a concern, you may wish to design custom supports for your parts using CAD software. To reduce post-processing time and support marks, design tearaway supports to allow for quick and easy removal.
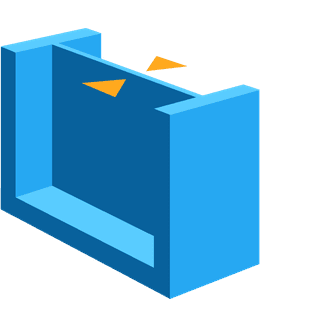
Tearaway supports should taper to the smallest feasible connection point. The smallest recommended thickness is 0.25 mm to 0.4 mm. Smaller connection points may result in print failures.
After washing but before post-curing, make a small cut along the tapered connection. The support should tear away easily along that line without leaving large support marks.
-
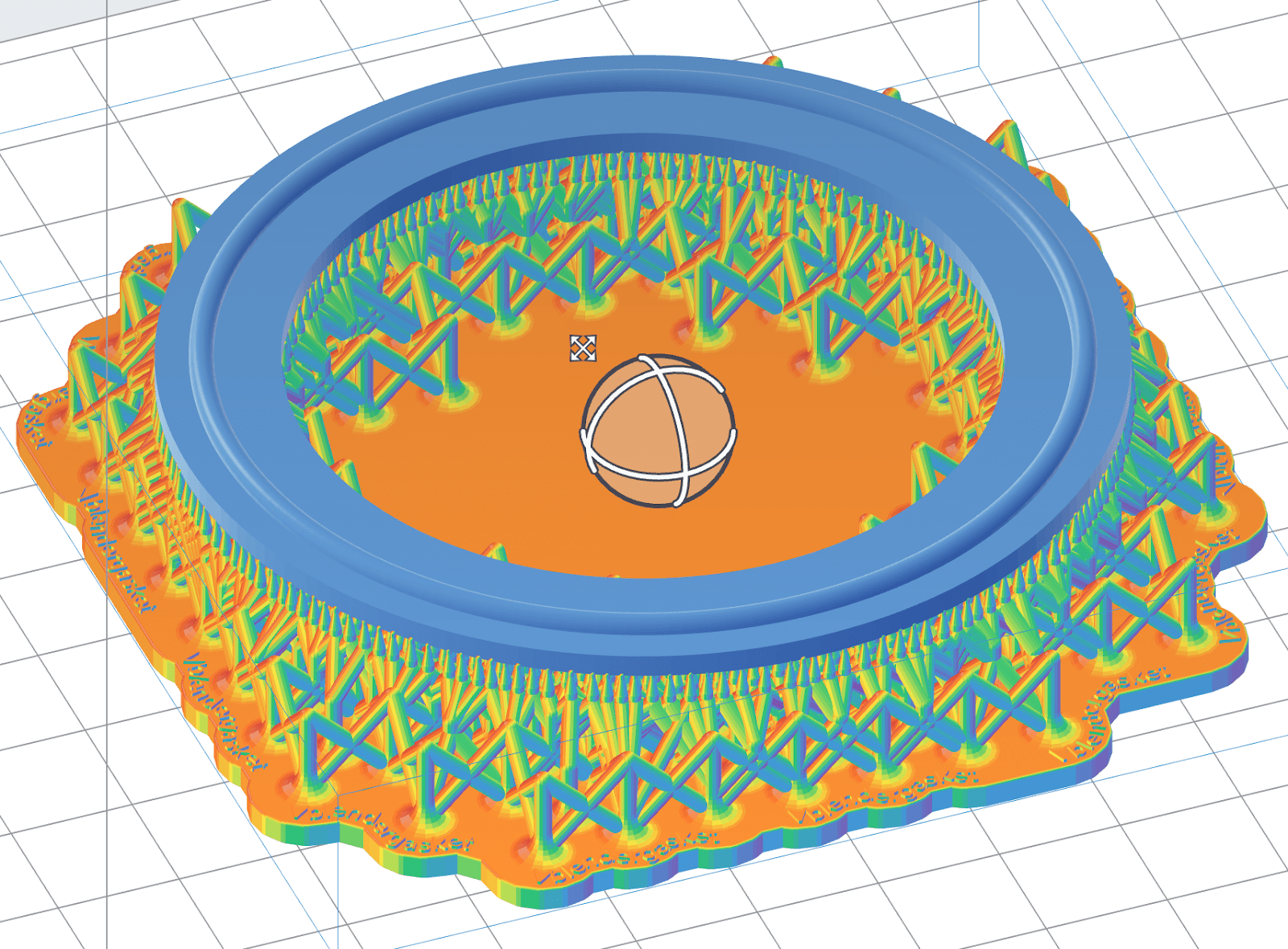
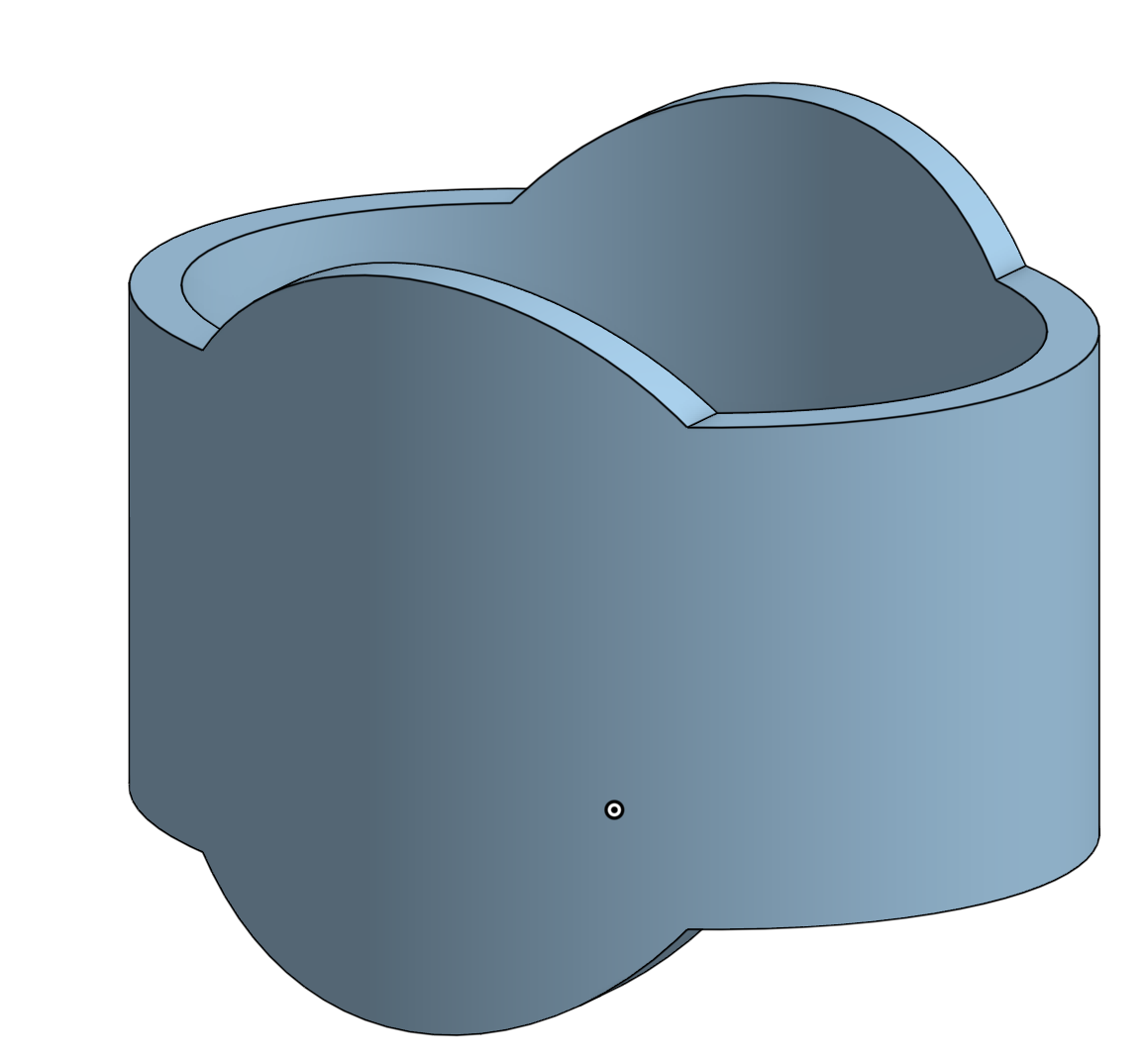
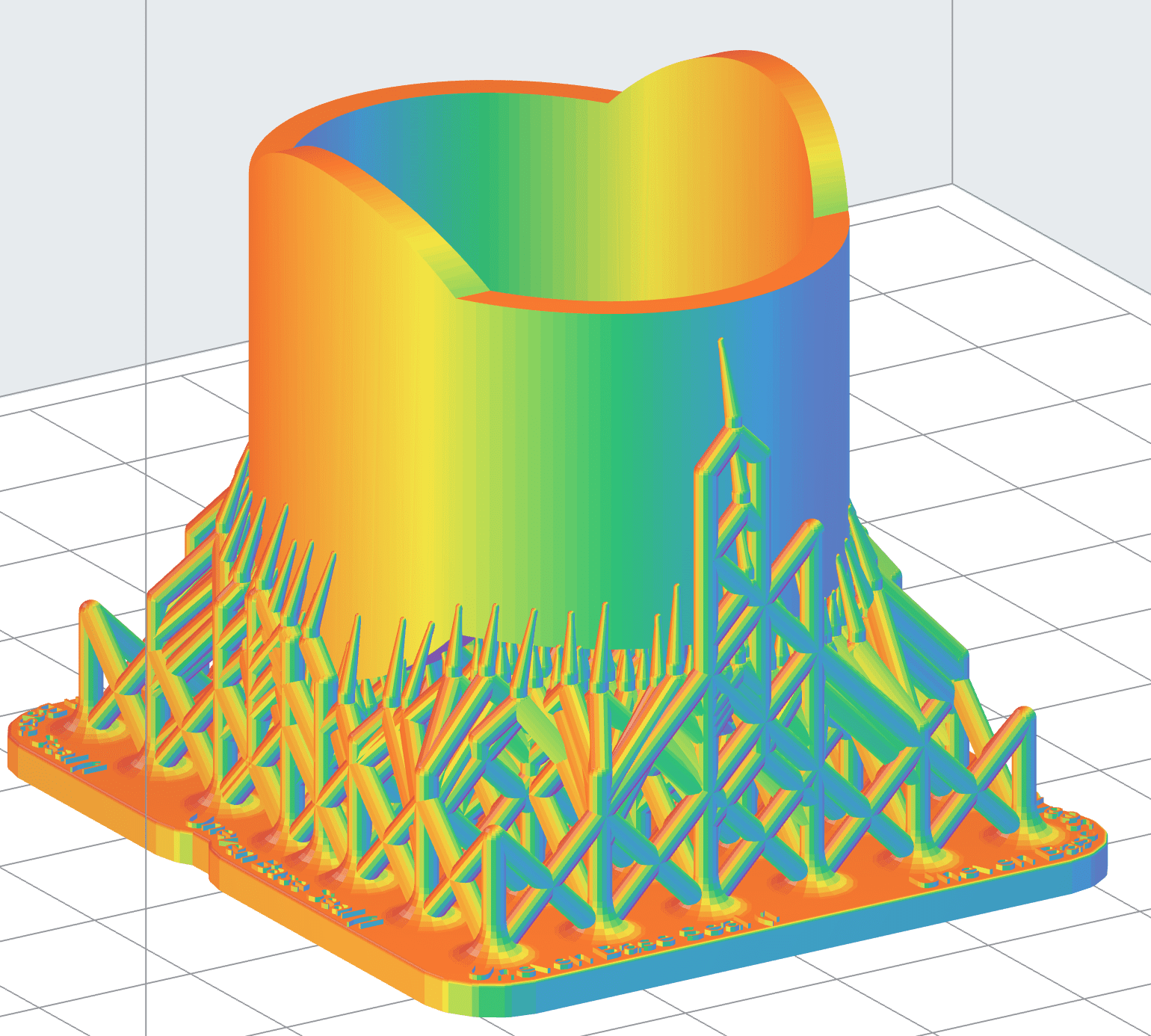
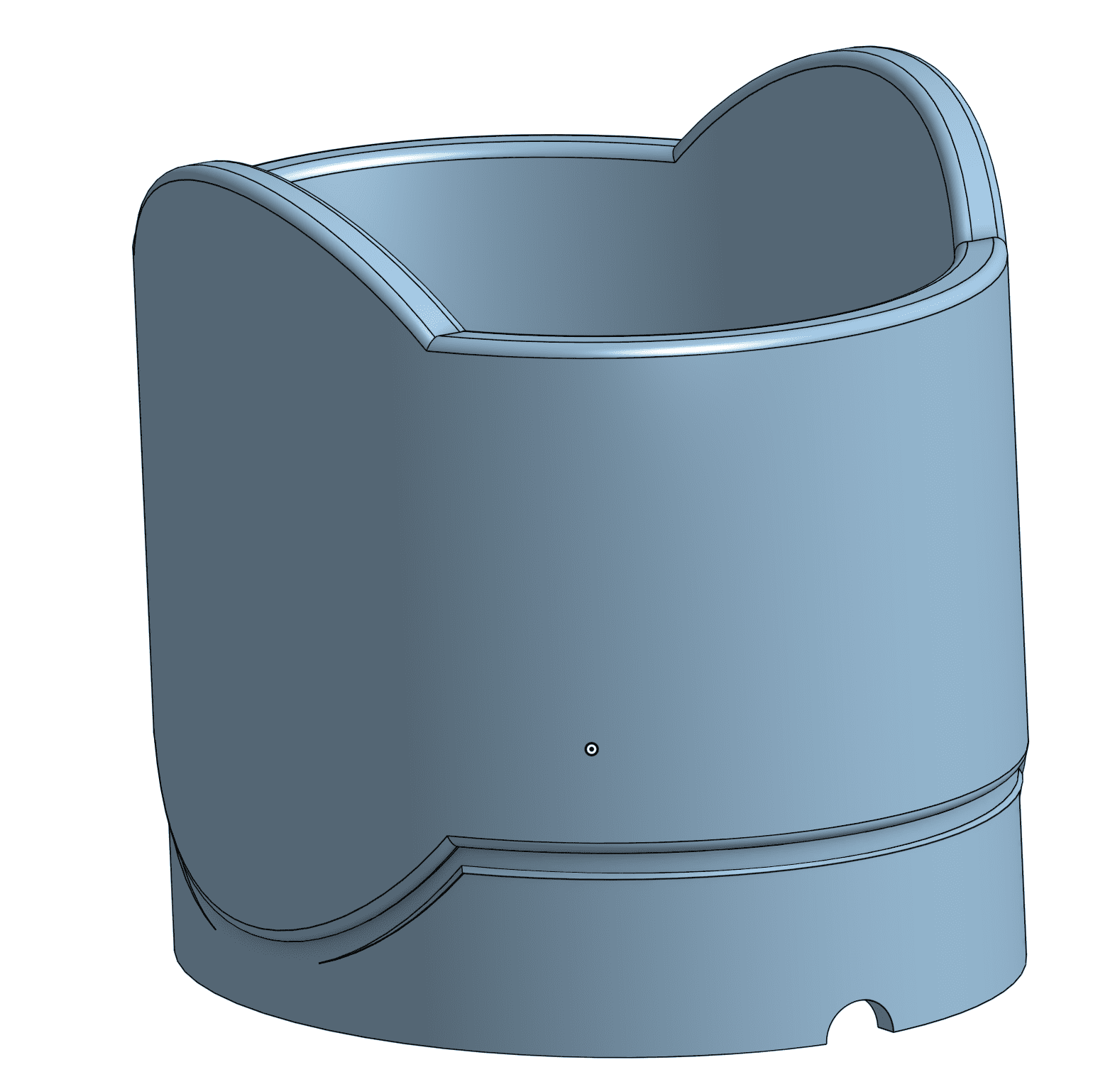
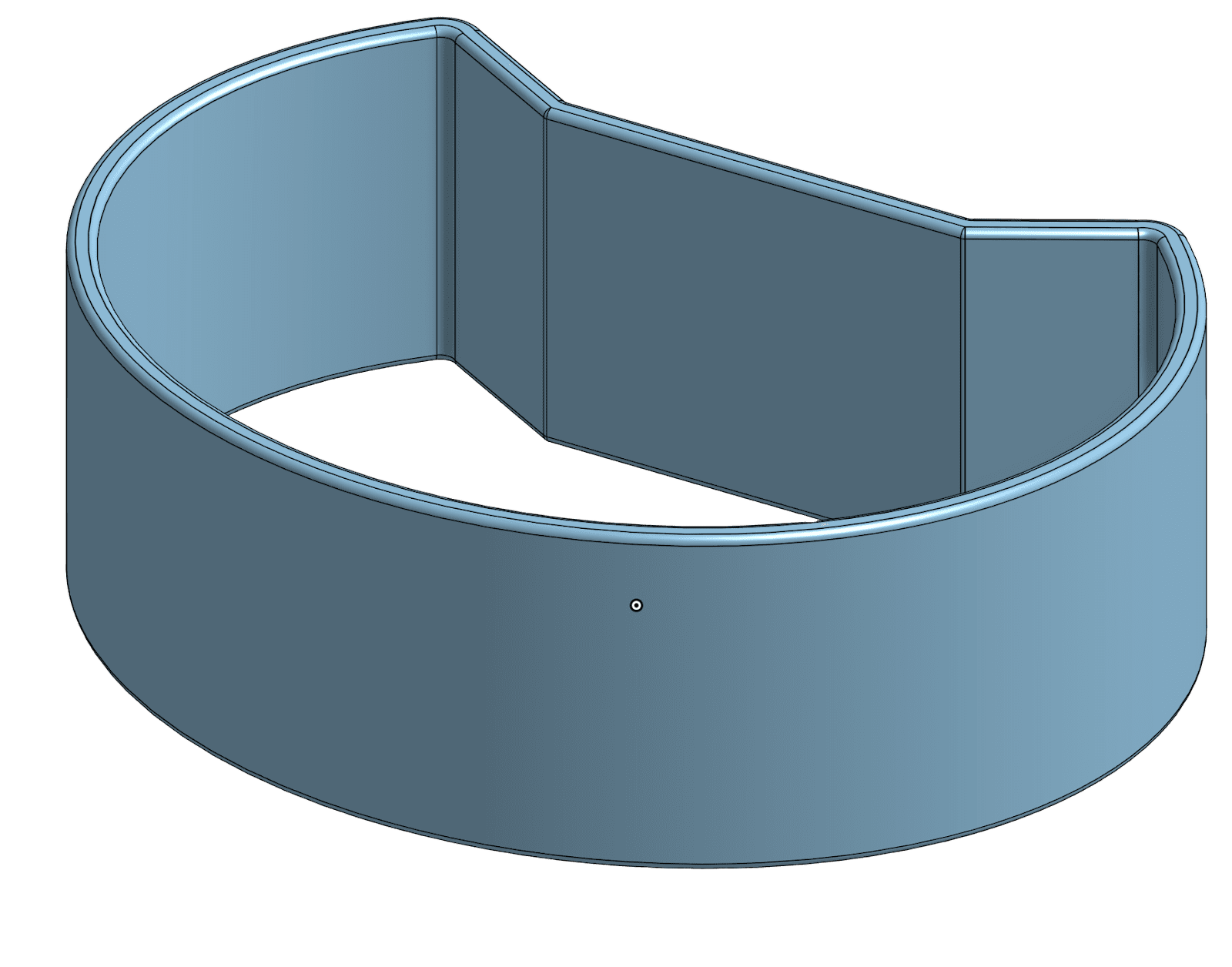
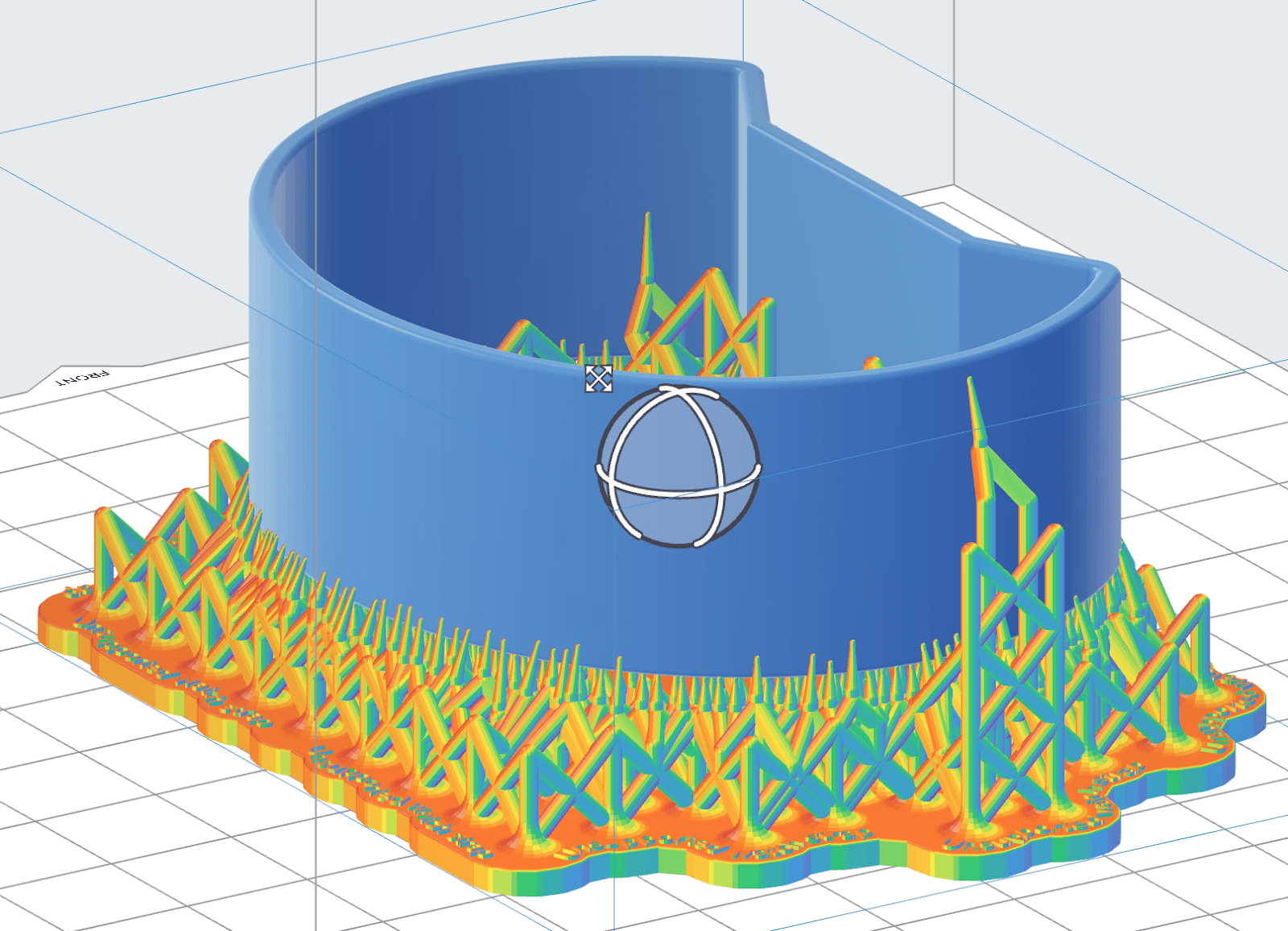
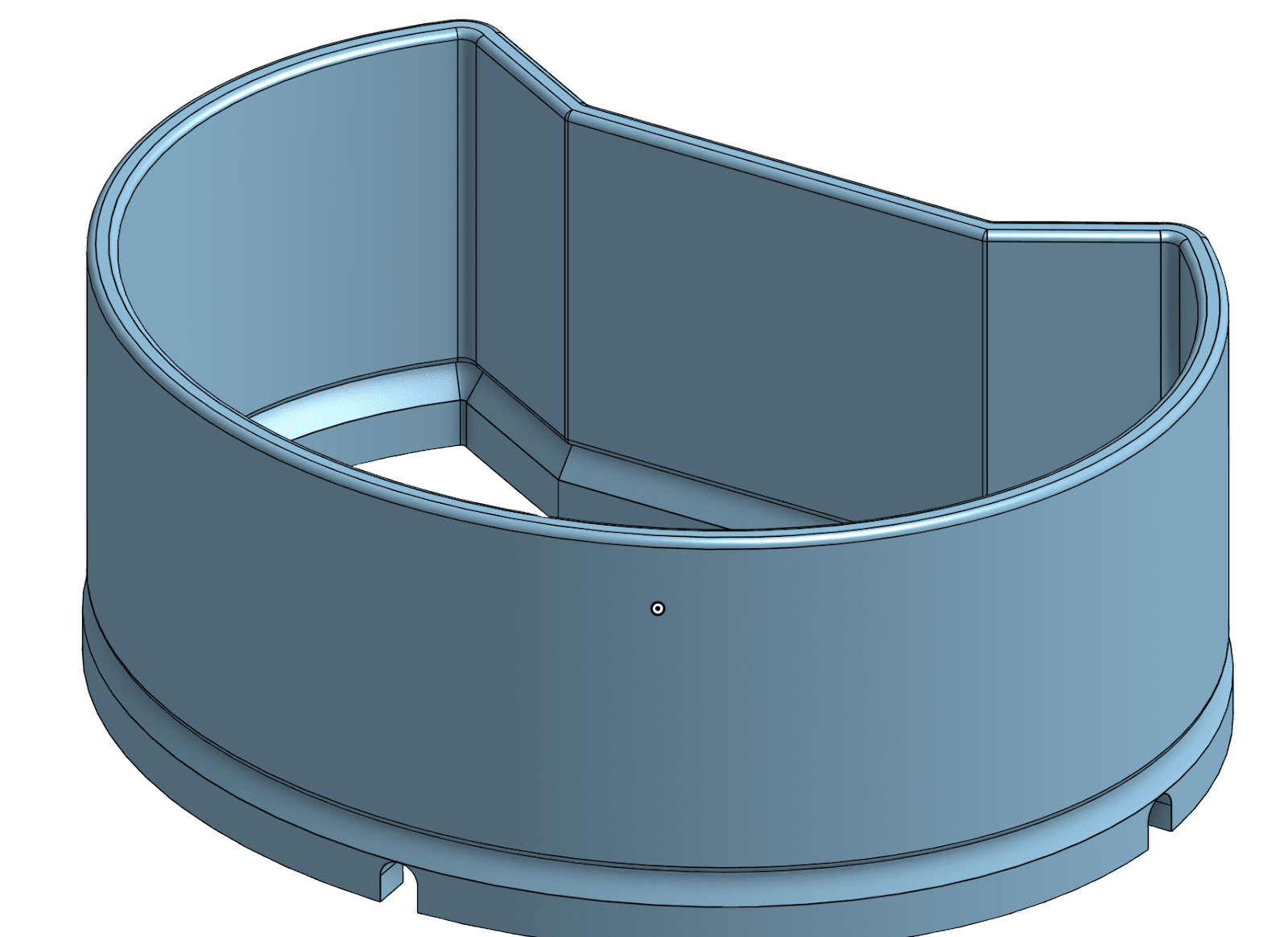
Examples of Tearaway Supports
BASE PART BASE PART WITH AUTOMATIC SUPPORTS PART WITH TEARAWAY SUPPORT STRUCTURE 

- Company
- Products
- Manufacturing Services
- Resources
- Why Silicone 3D Printing?
- Fuse 1 | SLS Design Guidelines
- Technical Support, Repairs for 3D Printing, CNC Milling, 3D Scanning
- Terms and Conditions – Annual Maintenance Contract Proto3000
- Billable Technical Support & Repair Services
- Proto3000 Webinar Series
Skip to content

Formlabs® Best Practices for Designing with
Silicone 40A Resin
Design Guidelines and Tearaway Supports for Silicone 40A Photopolymer
3D Printing Services
- Additive Manufacturing Services
- 3D Printing Technologies
- Finishing and Assembly
- Digital Light Processing (DLP) Design Guidelines
- MJF Design Guidelines
- PolyJet 3D Printing Design Guidelines
- FDM Design Guidelines
- SLA 3D Printing Design Guidelines
- SLS Design Guidelines
- BMD Design Guidelines
- Metal Binder Jetting Design Guidelines
- DMLS Design Guidelines