GPAINNOVA DLyte eBlast

GPAINNOVA
DLyte eBlast
Focused Electro Blasting for Complex Geometries and Large Parts
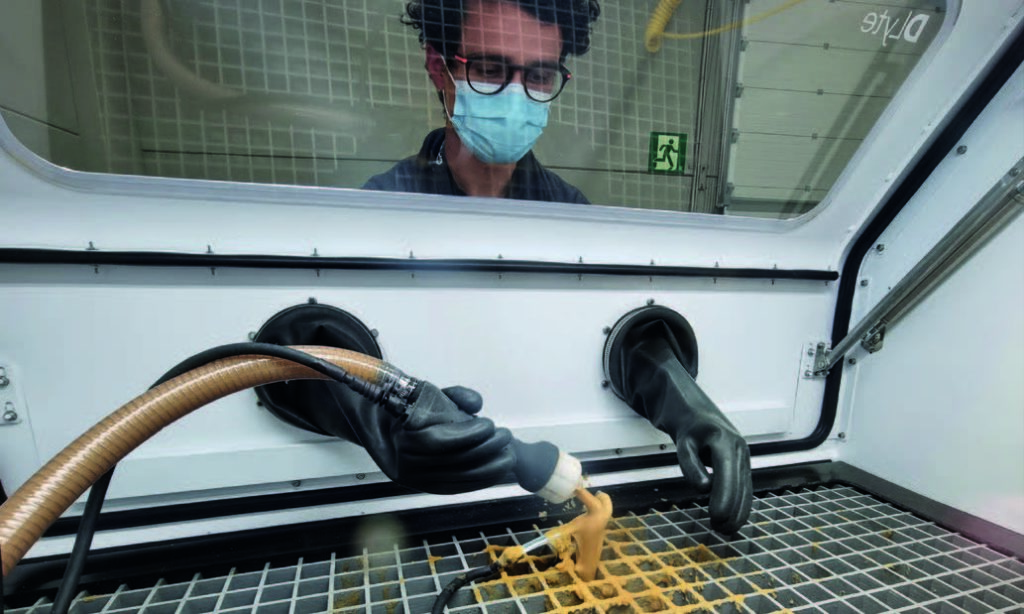
DLyte eBlast is an electro blasting metal surface finishing system that utilizes an electrochemical stream of solid-electrolyte particles propelled by a non-conductive liquid media to polish and improve the surface quality of metal parts. It overcomes part size and weight limitations by focusing liquid into hard-to-reach areas or complex geometries making it the ideal tool for polishing molds, welded parts, cavities, inner channels, and delicate components.



Polish Large Parts and Complex Geometries
with Precision
The DLyte eBlast is a localized surface finishing projection system designed to polish parts that are large or complex utilizing an electromechanical blasting process. It uses a jet of fluid composed of a non-conductive liquid and free solid polymer particles to remove roughness from the metal surfaces. These particles conduct the electric current between the electrode and the surface, thus producing an electrochemical reaction where they contact the surface. As particles contact the surface selectively on roughness peaks, only those peaks get electrochemically eroded, producing an overall polishing effect.
Features

Focused Effect
DryLyte & Electro Blasting Technology is well suited for parts that require a localized action or have areas that cannot be treated otherwise.
No Surface Pitting
The fluid not only acts as a lubricant during the process but also forms a protective layer over the metallic surface, therefore protecting the surface from pitting.

Final Roughness
The final roughness achieved is very low Ra(final): <0.01 µm in short cycles while avoiding undesired side effects on the surface.
Part Size & Weight Limitation
There is no need for motion as the metal piece can be treated locally.
Delicate and Fragile Metal Parts
eBlast is amazing with delicate and fragile pieces as the process does not use vibration nor strong mechanical forces.
Non-hazardous and Clean Process
The electro-blasting technology is environmentally friendly as it is a clean, non-hazardous process and it supposes easy waste management.
Benefits
DryLyte® Technology and More
The electro-blasting process includes all the benefits of the DryLyte® technology such as geometry preservation, best surface roughness, repeatability and homogeneity, isotropic surfaces and improved corrosion resistance. In addition, localized surface finishing is possible with eBlast, and you can avoid surface pitting.
Large and Heavy Metal Parts
The work area of the DLyte has been designed to hold 300 kg and a maximum piece volume of 1,000 x 500 x 500 mm.
Heavy parts can be placed easily with a bridge crane as the cabinet includes front loading and top loading doors.

Efficient and Accurate Polishing
Just like in the case of the other DLyte® systems, GPAINNOVA’s eBlast system powered by electro-blasting technology was designed to be suitable for complex geometry parts so that no blind hole, slot, occluded area or inner channel is left-out.
Reduced fatigue of the operator
The turntable system of the eBlast machine increases comfort and productivity while decreasing the overall operator’s fatigue.
By placing the metal part on the turntable, and manually spinning it while electro-blasting it, you can save time and physical effort from lifting and turning heavy parts.

Wide Range of Materials
With eBlast, all kinds of metal surfaces can be treated with electro-blasting technology. The current formulations are best suited to polish stainless steel, cobalt-chrome, nickel and its alloys, titanium and its alloys as well as tool steel.
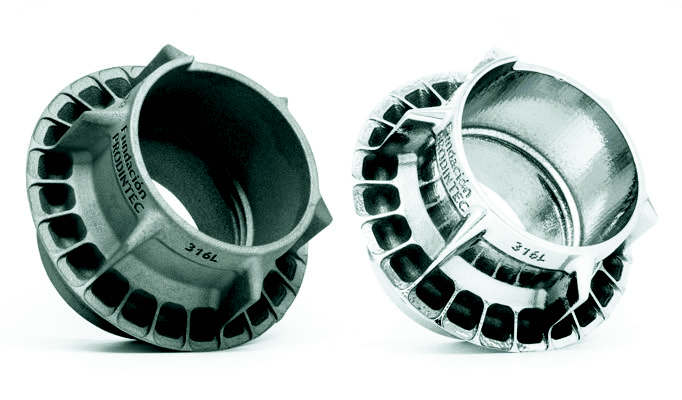
2-systems Equipment for
Outstanding Mirror Finishing
Recirculating System
The recirculating system pumps the electrolytic media (liquid plus particles) through the eBlast gun to the working cabin. This gun hosts an electrode so that the particles coming out from the nozzle have electrical connectivity. The operator controls this stream and can direct it to the relevant areas to polish.
 |
 |
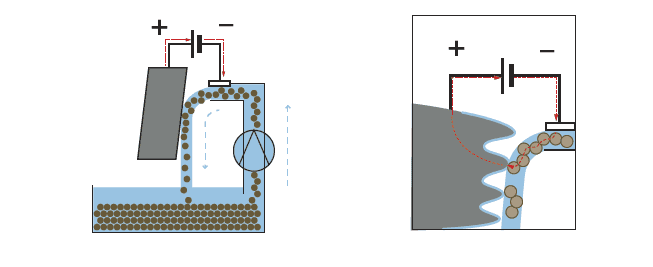
Electric System
The electric system has a power source that is connected to the piece to polish and to the electrode in the nozzle. For successful polishing, the electric current that the power source provides can be tuned by different parameters for each metal and alloy. The current flows in the close circuit and it is established between power source—electrode—particles—surface.
Electro-Blasting vs. DryLyte® Technology
Electro-blasting vs. Abrasive Blasting
Applications
The eBlast comprises different guns and nozzles to achieve targeted surface finishing depending on the geometry and application. The distance of applying the media jet differs between materials with a maximum distance of 100 mm for stainless steel and cobalt-chrome and 20 mm for titanium and carbon steel.
Molds
Welded Parts
Cavities
Complex Geometries
Inner Channels
Delicate & Fragile Parts
Technical Specifications
Machine Weight |
Machine Weight505 kg |
Electrolyte |
ElectrolyteCapacity: 70 L |
Piece Capacity |
Piece Capacity
|
Electric |
Electric
|
Electrolysis Gun |
Electrolysis Gun
|
Air Consumption |
Air Consumption
|
Operating |
Operating
|